大傾角皮帶機安裝及維護注意事項
當前皮帶機在礦山、冶金、煤炭等行業中被大規模采用,因其安裝精度不像機床、大型電機等精密設備一樣要求很高,故有些用戶會選擇自己動手。但皮帶機的安裝并不是沒有精度要求,一旦出現問題,將會給之后的調試和驗收工作帶來不必要的麻煩,生產中也很容易引起膠帶跑偏等事故。
河南坤威機械提供設備指導安裝,也為客戶大大減少設備運行問題。
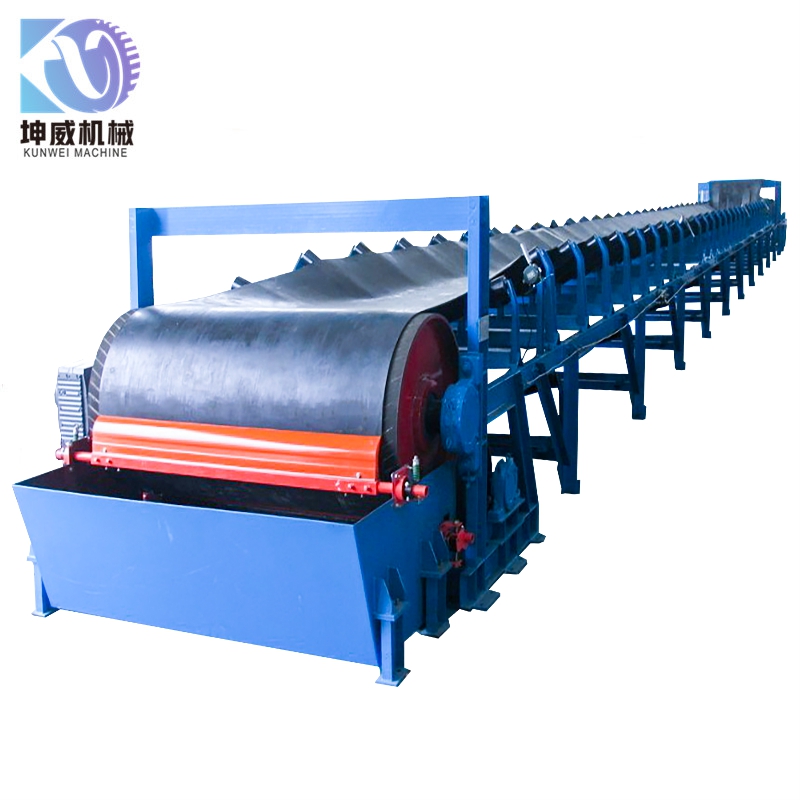
大傾角皮帶輸送機構件的組成:
1、尾架(帶張緊裝置) 2、尾架 3、擋邊輸送皮帶 4、導料槽 5、凹弧段支架 6、壓帶輪 7、改向輪 8、中間架 9、中間架支架 10、凸弧段支架 11、凸弧段改向輪12、頭架 13、拍打器 14、頭罩
15、驅動輥(含動力) 16、下料斗
一、設備的安裝
一條皮帶機能否達到設計、安裝要求并能正常平穩運轉,主要取決于驅動裝置、滾筒以及尾輪的安裝精度,皮帶機支架的中心是否和驅動裝置及尾輪的中心線重合,所以安裝時的放線尤為重要。
1、放線我們可用經緯儀在機頭(驅動裝置)和機尾(尾輪)之間打出標記,再用墨斗逐點彈線,使機頭和機尾之間的中心線連成一條直線,用此方法放線能保證較高的安裝精度。
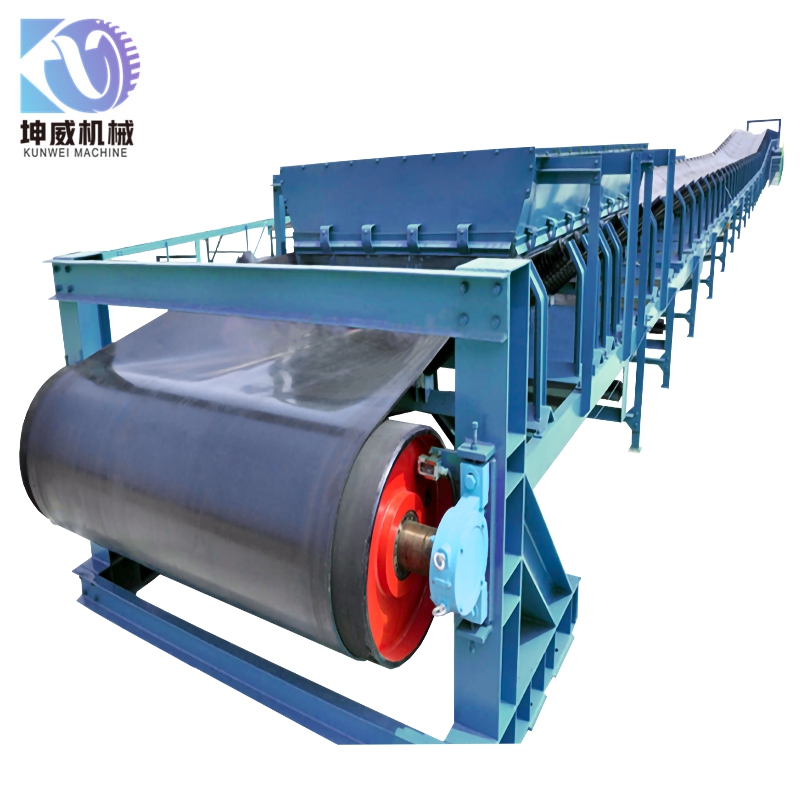
2、驅動裝置的安裝驅動裝置主要由電機、減速機、驅動滾筒、支架等幾部分組成。
首先,我們把驅動滾筒和支架組裝、放置到預埋板上,在預埋板與支架之間放置鋼墊板,用水平儀找平,保證支架的四個點之間的水平度小于等于0.5mm。
然后,找出驅動滾筒的中分線,把線墜放置在中分線上,調整驅動滾筒縱向和橫向中分線與基礎中心線重合。
在調整驅動滾筒標高時,還要考慮為電機、減速機標高的調整預留一定的余量。由于電機與減速機的連接在設備制造時已經在支架上調整完畢,所以我們的任務是找正、找平,并保證減速機與驅動滾筒之間的同軸度。
調整時,以驅動滾筒為基準,由于減速機與驅動滾筒的連接為尼龍棒彈性連接,同軸度的精度可適當放寬,調整至徑向小于等于0.2mm,端面不大于2/1000。
3、尾輪的安裝尾輪由支架和滾筒兩部分組成,其調整步驟與驅動滾筒相同。
4、支腿、中間架、托輥支架、托輥的安裝皮帶機支腿大部分形狀為H型,其長度和寬度根據皮帶長度和寬度、皮帶運輸量等的不同而不同。
下面,我們以寬度為1400mm支腿為例,具體操作方法如下:
① 先量出寬度方向的中心線,做出標記。
② 把支腿放在基礎上的預埋板上,用線墜垂線,使支腿寬度方向的中心線與基礎中心線重合。
③ 在基礎中心線上任意一點(一般以1000mm以內為宜)做一標記,以此標記為基點,用盒尺分別測得此點到兩支腿的距離,根據等腰三角形原理可知,當兩尺寸相等時,支腿即找正。
④ 焊牢支腿,即可裝中間架,它是由10或12號槽鋼制作而成,在槽鋼寬度方向上鉆有直徑12或16mm的排孔,是連接托輥支架用的。中間架與支腿的連接形式為焊接,安裝時應用水平儀測量,以保證中間架的水平度和平行度,平行度方向上的兩槽鋼,上面的排孔要采用對角線測量法進行對稱度的找正,以保證托輥支架、上調心支架的順利安裝。
⑤ 把托輥支架裝在中間架上,用螺栓連接,把托輥裝在托輥支架上。需注意的是,在落料口的下方的托輥為四組橡膠托輥,起緩沖、減震作用。
⑥ 把下平行托輥和下調心托輥裝上。
二、附件、安全裝置的安裝
附件的安裝必須在支架上放上皮帶后才可進行。附件包括導料槽、空段清掃器、頭部清掃器、防跑偏開關、溜槽、皮帶拉緊裝置等。
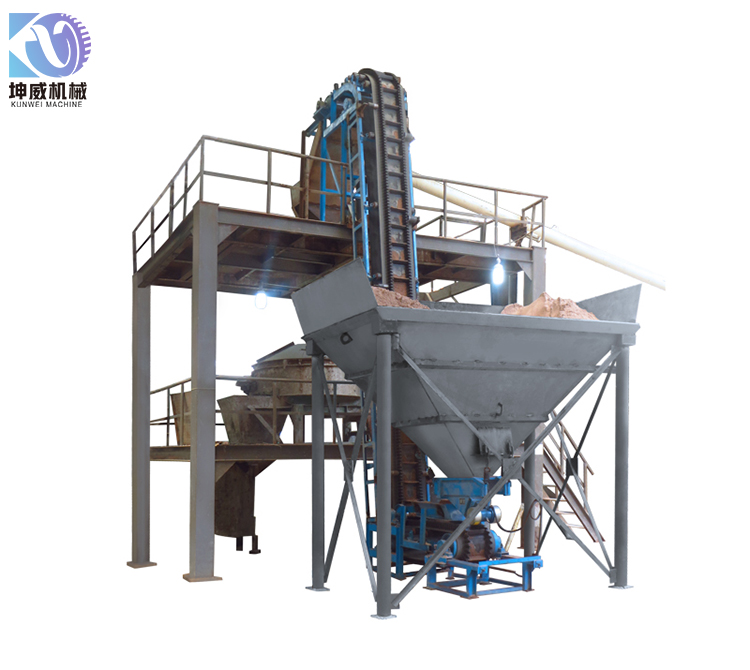
1、溜槽和導料槽溜槽裝在落料口上,下面與導料槽連接,導料槽裝在機尾皮帶的上面。礦料由落料口進入溜槽,再由溜槽進入導料槽,導料槽把礦料均布在皮帶的中心方向,防止礦料迸濺。
2、清掃器空段清掃器裝在機尾下皮帶,起清掃下皮帶礦料的作用;頭部清掃器裝在機頭滾筒的下部,起清掃上皮帶礦料的作用。
3、拉緊裝置拉緊裝置分螺旋拉緊、垂直拉緊、水平車式拉緊等。螺旋拉緊與機尾支架為一體,由螺母和絲杠組成,一般用于短皮帶。垂直拉緊和車式拉緊用于較長皮帶。
4、安裝裝置安全裝置包括頭部護罩、尾部護罩、拉繩開關等。安全裝置裝在皮帶機的轉動部位,起保護作用。
經過以上方法和步驟的操作,并保證一定的精度范圍,通過空負荷和負荷試車,并對皮帶跑偏進行調整,即可平穩安全的運轉。




 豫公網安備41070302000342號
豫公網安備41070302000342號



 套輸送方案
套輸送方案


